Santrifüjle dökülen bileşenler, statik döküm yöntemleriyle üretilen parçalara kıyasla sürekli olarak üstün mekanik özellikler, daha yoğun mikro yapı ve daha uzun hizmet ömrü sunar. Erimiş metali bir kalıp duvarına dağıtmak için kontrollü dönme kuvveti kullanan santrifüj döküm işlemi, geleneksel kum ve yerçekimi dökümlerini rahatsız eden gözeneklilik, büzülme ve dahil olma kusurlarını ortadan kaldırır. Basınçlı borular ve silindir gömleklerinden havacılık halkalarına ve kimyasal proses ekipmanlarına kadar santrifüjle dökülen parçalar, zorlu uygulamalarda yapısal bütünlüğün referans noktasıdır. Bu kılavuz, sürecin tam olarak nasıl çalıştığını, nerede üstün olduğunu ve bileşenleriniz için doğru üretim yöntemi olup olmadığının nasıl belirleneceğini açıklamaktadır.
"Santrifüjlü Döküm" Ne Demektir?
bir merkezkaç döküm Parça, erimiş metalin hızla dönen bir kalıba dökülmesiyle üretilen parçadır; burada yerçekimi değil merkezkaç kuvveti metali dışarı doğru iterek kalıp duvarına karşı yoğun, düzgün bir şekil oluşturur. Terim, bu sınıftaki bileşenleri, metalin sabit bir boşluğu doldurduğu kum döküm, hassas döküm veya yerçekimi basınçlı döküm gibi statik döküm yöntemleriyle üretilenlerden ayırır.
Döküm sırasında kalıbın dönme hızı hassas bir şekilde kontrol edilir ve tipik olarak 200 m'lik bir merkezkaç kuvveti üretir. Yer çekimi kuvvetinin 75 ila 150 katı (75–150 G) . Bu aşırı kuvvet, katılaşan metali sıkıştırır, daha hafif yabancı maddeleri (cüruf, oksitler, gaz kabarcıkları) makineyle çıkarılabilecekleri iç deliğe doğru iter ve herhangi bir statik dökümün başarabileceğinden daha ince ve daha yönlü bir tane yapısı üretir.
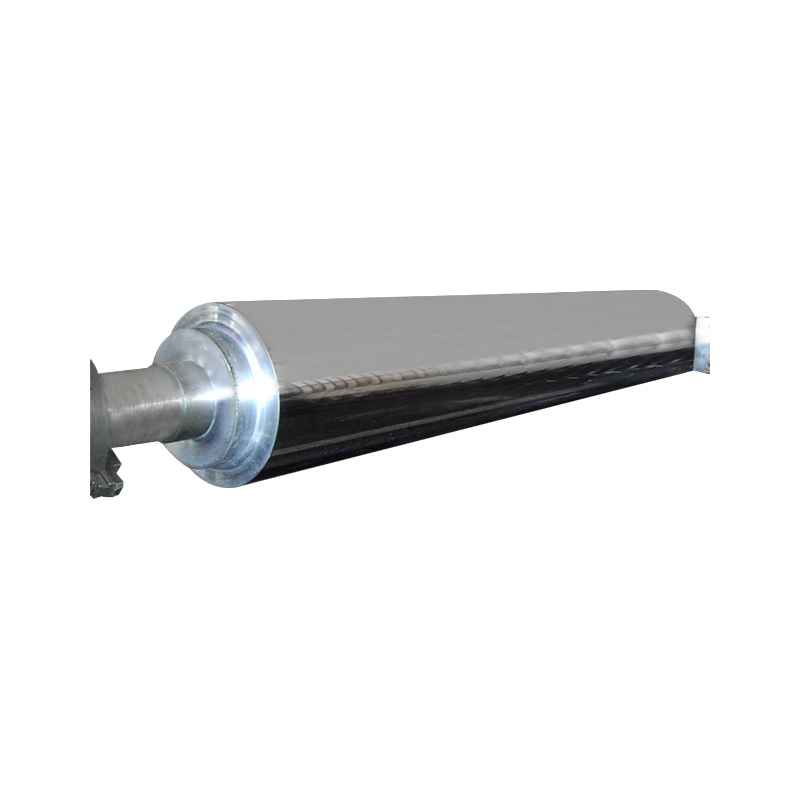
İşlem en yaygın olarak silindirik veya boru şeklindeki geometrilere (borular, halkalar, manşonlar, gömlekler ve burçlar) uygulanır, ancak işlemin şekillendirilmiş çeşitleri daha karmaşık asimetrik formlar üretebilir.
Santrifüj Döküm Prosesi Adım Adım Nasıl Çalışır?
Santrifüj döküm işlemi, kusursuz parçalar üretmek için kalıp hazırlığının, dökme hızının, dönme hızının ve soğutma hızının dikkatle kontrol edildiği, hassas bir şekilde sıralanmış bir iş akışını takip eder. Standart bir yatay santrifüj döküm çevrimi şu şekilde ilerler:
- Adım 1 – Kalıp hazırlığı: bir permanent steel or graphite mold is cleaned, preheated to 150–300°C, and coated with a refractory wash to prevent metal adhesion and control heat extraction rate.
- Adım 2 – Kalıp rotasyonu: Kalıp, tipik olarak hedef dönme hızına kadar hızlandırılır. 300–3.000 RPM kalıp çapına ve alaşım yoğunluğuna bağlı olarak döküme başlamadan önce.
- Adım 3 – Metal dökün: Erimiş metal, kalıp dönerken kontrollü bir akış hızında bir dökme ağzı veya oluk yoluyla verilir. Metal, merkezkaç kuvvetiyle hemen kalıp duvarına doğru dışarı doğru fırlatılır.
- Adım 4 – Katılaştırma: Metal dıştan içe doğru katılaşır, yoğun dış duvar ilk olarak soğuk kalıba karşı donar. Daha hafif yabancı maddeler deliğe doğru içeriye doğru ayrışır ve en son katılaşır.
- Adım 5 – Çıkarma ve inceleme: Katılaştıktan sonra döküm çıkarılır, soğumaya bırakılır ve işleme öncesinde boyutsal incelemeye, ultrasonik teste ve yüzey incelemesine tabi tutulur.
- Adım 6 — İşleme: Ayrıştırılmış yabancı madde katmanını içeren iç delik makineyle çıkarılır ve geriye yalnızca temiz, yoğun dış metal yapı kalır. Bu önemli bir kalite avantajıdır: kusurlar gizlenmez, sistematik olarak ortadan kaldırılır.
Üç Tip Santrifüj Döküm: Gerçek, Yarı ve Santrifüjlü
Santrifüjle dökülen parçaların tümü aynı proses değişkenini kullanmaz; üç ana tip, kalıp yönelimi, geometri kapasitesi ve merkezkaç kuvvetinin son parçayı şekillendirme derecesi açısından farklılık gösterir.
1. Gerçek Santrifüj Döküm
Kalıp ekseni döküm ekseni ile aynı hizadadır. Parçanın iç yüzeyi tamamen merkezkaç kuvvetiyle oluşturulur; çekirdek kullanılmaz. Bu, üretmek için kullanılan süreçtir. borular, silindirler, halkalar ve tüpler . Kalıp yatay (uzun silindirler için) veya dikey (büyük çaplı kısa halkalar için) yönlendirilebilir. Bu değişken, her üç yöntemin maksimum yoğunluğunu ve mikroyapısal faydasını sunar.
2. Yarı Santrifüj Döküm
Kalıp dikey bir eksen etrafında döner, ancak iç geometriyi oluşturmak için merkezi bir çekirdek kullanılır. Merkezkaç kuvveti metal dağılımını tek başına belirlemek yerine destekler. Bu yöntem şunun için kullanılır: dişli boşlukları, tekerlekler, kasnaklar ve flanşlı bileşenler sağlam bir merkezin gerekli olduğu yer. Süreç, statik döküme kıyasla gelişmiş yoğunluk sağlar ancak gerçek santrifüj dökümden daha az yoğunluk sağlar.
3. Santrifüjleme (Basınçlı Döküm)
Çoklu kalıp boşlukları merkezi bir yolluk etrafında radyal olarak düzenlenmiştir. Tüm düzenek, metali her boşluğa zorlamak için merkezkaç basıncı kullanarak döner. Bu varyant şunun için kullanılır: küçük, karmaşık, simetrik olmayan parçalar Diş bileşenleri, mücevherler ve küçük hassas parçalar gibi, dolgunun iyileştirilmesi ve gözenekliliğin azaltılmasının öncelikli hedefler olduğu yerlerde. Buradaki merkezkaç faydası yoğunluğun iyileştirilmesinden ziyade dolgunun bütünlüğüdür.
| Tür | Kalıp Yönü | Çekirdek Gerekli mi? | Tipik Parçalar | Yoğunluk Avantajı |
| Gerçek Santrifüj | Yatay veya Dikey | Hayır | Borular, silindirler, halkalar | Maksimum |
| Yarı Santrifüj | Dikey | Evet (merkez çekirdek) | Dişli boşlukları, tekerlekler, flanşlar | Yüksek |
| Santrifüjleme | Dikey (radial cavities) | Evet (şekilli kalıplar) | Küçük hassas parçalar | Orta |
Tablo 1: Yönlendirme, çekirdek gereksinimi, parça geometrisi ve bağıl yoğunluk avantajına göre üç santrifüj döküm işlemi çeşidinin karşılaştırılması.
Santrifüj Döküm Parçaları Neden Metalurjik Açıdan Üstündür?
Santrifüjle dökülen bileşenlerin metalurjik avantajları marjinal değildir; bunlar ölçülebilir, tekrarlanabilir ve onlarca yıllık malzeme testi verileriyle belgelenmiştir. İşte sürecin fiziğinin sunduğu şey:
Sıfıra Yakın Gözeneklilik
Statik dökümlerde gaz kabarcıkları ve büzülme boşlukları katılaşan kütlenin içinde sıkışıp kalır. Santrifüjle dökülen parçalarda, merkezkaç kuvveti alanı (75-150 G), gaz kabarcıklarını yerinde tutacak kaldırma kuvvetlerinden çok daha güçlüdür, dolayısıyla kabarcıklar deliğin içine doğru hareket eder ve işleme yoluyla ortadan kaldırılır. Bağımsız testler düzenli olarak bulur %0,1'in altındaki gözeneklilik seviyeleri santrifüj dökümlü bileşenlerde, karşılaştırıldığında %2–5 gözeneklilik eşdeğer kum dökümlerinde.
Yönlü Katılaşma ve İnce Tane Yapısı
Metal, santrifüjle dökülen bir parçada dış duvardan içeriye doğru katılaşır. Bu yönlü katılaşma, basınç içeren uygulamalar için en güçlü yön olan, radyal olarak hizalanmış sütunlu bir tane yapısı üretir. Sonuç, çekme ve yorulma özellikleri açısından geleneksel dökümden ziyade işlenmiş (işlenmiş) metale daha yakın davranan bir malzemedir.
Mekanik Özellik Avantajları
Aynı alaşımdaki kum döküm eşdeğerleriyle karşılaştırıldığında, santrifüjle dökülen bileşenler tipik olarak şunları gösterir:
- %10–20 daha yüksek çekme mukavemeti
- %15–25 daha yüksek akma dayanımı
- %20–30 daha iyi uzama (süneklik)
- Önemli ölçüde geliştirilmiş yorulma direnci döngüsel yükleme altında
- Üstün korozyon direnci homojen, kalıntı içermeyen mikro yapı sayesinde
Dahil Ayırma
Cüruf, oksitler ve metalik olmayan kalıntılar erimiş metal matrisinden daha az yoğundur. Merkezkaç kuvveti altında, sondaj yüzeyine doğru içeriye doğru ayrışırlar; bu bölge daha sonra makineyle işlenerek uzaklaştırılır. Bu, bitmiş parçanın yapısal duvarının esasen kalıntılardan arınmış hiçbir statik döküm yönteminin güvenilir bir şekilde kopyalayamayacağı bir sonuç.
Santrifüj Döküm, Kum Döküm ve Hassas Döküm: Doğrudan Bir Karşılaştırma
Santrifüj döküm parçalar mekanik özellikler ve iç sağlamlık açısından önde gelirken, kum döküm geometrik esneklikte kazanır ve hassas döküm ince detaylarda öne çıkar; doğru seçim parçanın işlevsel gereksinimlerine bağlıdır.
| Kriter | Santrifüj Döküm | Kum Dökümü | Yatırım Oyuncusu |
| İç Gözeneklilik | <%0,1 (mükemmel) | %2–5 (zayıf) | %0,5–1 (iyi) |
| Çekme Dayanımı | Yüksekest | En düşük | Orta–High |
| Geometrik Karmaşıklık | Düşük-Orta (silindirik) | Çok Yüksek | Çok Yüksek |
| Yüzey İşlemi (döküm olarak) | Orta (OD smooth) | kaba | Mükemmel |
| Malzeme Verimi | Yüksek (no risers/gates) | Düşük (geçit sistemi atığı) | Orta |
| Takım Maliyeti | Orta | Düşük | Yüksek |
| En İyisi | Basınç parçaları, gömlekler, halkalar | Büyük, karmaşık şekiller | Küçük hassas parçalar |
Tablo 2: Santrifüj döküm, kum döküm ve hassas döküm parçalarının gözeneklilik, mukavemet, geometri, yüzey kalitesi, verim, takım maliyeti ve uygulama uygunluğu açısından bire bir karşılaştırılması.
Yaygın Olarak Santrifüj Döküm Bileşenleri Olarak Üretilen Malzemeler
Santrifüj döküm, hemen hemen her dökülebilir alaşım sistemiyle uyumludur ve özellikle yönlü katılaşma ve düşük katkı içeriğinden yararlanan malzemelerde etkilidir. En yaygın olarak santrifüjle dökülen malzemeler şunları içerir:
- Gri ve sünek dökme demir: Silindir gömlekleri, boru ve makine bileşenleri için kullanılır. Santrifüjlü dökme demir, astar uygulamalarında aşınma direncini artıran grafit pul hizalaması sergiler.
- Karbon ve düşük alaşımlı çelikler: Basınçlı kaplar, kimyasal proses ekipmanları ve yapısal halkalar için kullanılır. Santrifüjle dökülen çelik neredeyse dövme mekanik özelliklere ulaşır.
- Paslanmaz çelikler (300 ve 400 serisi): Aşındırıcı kimyasallar, gıda işleme ve farmasötik uygulamalarda kullanılır. Santrifüjle dökülmüş paslanmazın kalıntı içermeyen mikro yapısı, aralık korozyonu direncini artırır.
- Nikel bazlı süper alaşımlar: 700°C'nin üzerinde sürünme direncinin gerekli olduğu havacılık halkaları, gaz türbini bileşenleri ve yüksek sıcaklık proses ekipmanları için kullanılır.
- Bakır alaşımları (bronz, pirinç, metal): Burçlar, rulmanlar, manşonlar ve denizcilik bileşenleri için kullanılır. Bronz santrifüj dökümler deniz suyunda mükemmel yük taşıma özellikleri ve korozyon direnci sergiler.
- birluminum alloys: İnce duvarlı boru şekilli bileşenlerin gerekli olduğu hafif havacılık, otomotiv ve tüketici ürünleri uygulamalarında kullanılır.
- Titanyum alaşımları: Özel havacılık ve tıbbi implant uygulamalarında kullanılır. Titanyumun santrifüj dökümü, metalin döküm sıcaklıklarındaki aşırı reaktivitesi nedeniyle vakum veya inert atmosferde işlem gerektirir.
Santrifüjlü Döküm Bileşenlere Dayanan Endüstriler
Santrifüj döküm parçalar, silindirik bileşenlerin statik dökümlerin güvenilir bir şekilde destekleyemeyeceği seviyelerde basınç, sıcaklık veya mekanik strese dayanması gereken her endüstride gereklidir.
Petrol & Gaz ve Petrokimya
Santrifüjle dökülmüş tüpler, borular ve bağlantı parçaları rafineri fırın sistemlerinin, katalitik parçalayıcı tüplerin ve yüksek basınçlı akış hatlarının omurgasını oluşturur. Radyant ve konveksiyon tüpleri çalışıyor 900–1.100°C Rafineri fırınlarında neredeyse evrensel olarak HP-Modifiye veya HK-40 paslanmaz çelik gibi ısıya dayanıklı alaşımlardan santrifüj yoluyla dökülür; bu malzemeler sıcaklıktaki performansı tamamen yalnızca santrifüj dökümün sağlayabileceği mikroyapısal tekdüzeliğe bağlıdır.
Güç Üretimi
Termik santrallerdeki buhar türbini mahfazaları, rotor manşonları ve kazan boruları rutin olarak krom-moly ve paslanmaz çelik alaşımlarından santrifüj yöntemiyle dökülür. Tutarlı duvar kalınlığına sahip kalın duvarlı silindirler üretme yeteneği, çalışan bileşenler için kritik öneme sahiptir. 300 barı aşan buhar basınçları .
birerospace and Defense
Santrifüj döküm bileşenleri olarak üretilen havacılık yapısal halkaları, rulman yatakları ve türbin muhafazaları, son derece sıkı tahribatsız muayene (NDT) kabul kriterlerini karşılamalıdır. Santrifüjle dökülmüş nikel süper alaşım halkaların sıfıra yakın gözenekliliği bunların geçişine izin verir floresan penetrant muayenesi (FPI) ve ultrasonik test Statik olarak döküm alternatiflerinin çoğunu ortadan kaldıracak standartlar.
birutomotive and Heavy Equipment
Dizel ve benzinli motorlarda delik yüzeyini oluşturan aşınmaya dayanıklı demir manşonlar olan motor silindir gömlekleri, dünya çapında üretimde en yüksek hacimli santrifüjle dökülen bileşenler arasındadır. Milyonlarca silindir gömleği her yıl santrifüjle dökülüyor çünkü süreç, delik yüzeyinde yağ tutma ve aşınma direncini artıran bir grafit mikro yapı üretiyor. %30–50 Statik döküm veya işlenmiş alternatiflerle karşılaştırıldığında.
Su ve Atıksu Altyapısı
Sünek demir su şebekeleri, basınçlı borular ve bağlantı parçaları, bir yüzyılı aşkın süredir belediye su temini altyapısı için santrifüj yöntemiyle dökülmektedir. Santrifüj döküm sünek demir boru, aşağıdaki gibi uluslararası standartlara uygundur: ISO 2531 ve EN 545 ve gömülü uygulamalardaki tipik hizmet ömürleri 100 yıl .
Denizcilik ve Açık Deniz
Pervane şaft kovanları, stern tüp gömlekleri ve deniz suyu pompası gövdeleri nikel-alüminyum bronz veya dubleks paslanmaz çelikten santrifüjle dökülmüştür. Homojen mikro yapı, deniz suyu hizmetinde statik döküm alternatiflerini etkileyen seçici faz korozyonunu (çinkosuzlaşma, alüminyumdan arındırma) ortadan kaldırır.
Savurma Dökümün Sınırlamaları: Ne Zaman Farklı Bir İşlem Seçilmeli
Metalurjik avantajlarına rağmen santrifüj döküm her bileşen için doğru seçim değildir; geometrik kısıtlamalar ve ekonomik faktörler, bazı parçaların alternatif işlemlerle daha iyi hizmet verebilmesi anlamına gelir.
- Karmaşık simetrik olmayan geometriler: Flanşlı, montaj kulplu, ince kanatlı veya karmaşık iç geçişli bileşenler gerçek santrifüj döküm ile üretilemez. Kum dökümü veya hassas döküm daha uygundur.
- Çok küçük parti boyutları: Kalıp kurulumu ve rotasyonel sistem kalibrasyonu, yaklaşık olarak aşağıdaki miktarlar için santrifüj dökümü ekonomik olarak optimalin altında hale getiren sabit maliyetleri içerir. 10–20 adet bazı alaşım sistemlerinde.
- birlloys with extreme density differences between phases: Bazı çok fazlı alaşımlarda merkezkaç segregasyon, duvar kalınlığı boyunca bileşimsel gradyanlara neden olabilir; bu bir avantajdan çok bir dezavantajdır. Bu, alaşım seçimi ve proses kontrolü yoluyla yönetilmelidir.
- Çok büyük asimetrik bileşenler: Motor blokları, valf gövdeleri veya pompa gövdeleri gibi yapısal dökümler, santrifüj dökümün geometrik kapsamının ötesindedir. Bunlar, pişmeyen kum veya hassas dökümle daha iyi servis edilir.
Santrifüj Döküm Bileşenleri için Kalite Kontrol Standartları
Kritik uygulamalara yönelik santrifüjle dökülen parçalar, katı malzeme, boyut ve tahribatsız test standartlarına uygun olmalıdır. Santrifüj döküm bileşenlere uygulanan temel standartlar şunları içerir:
| Standart | birpplication | Temel Gereksinimler |
| birSTM A 48 / A 278 | Gri demir santrifüj dökümler | Çekme mukavemeti, sertlik, mikro yapı |
| birSTM A 532 | birbrasion-resistant cast iron | Sertlik, bileşim, mikro yapı |
| ISO 2531 / EN 545 | Sfero demir su borusu | Hidrostatik basınç testi, duvar kalınlığı, kaplama |
| birSTM A 999 / A 530 | Çelik santrifüj boru ve tüp | Hidrostatik test, boyut toleransları, NDT |
| birMS 2175 | birerospace castings classification | Radyografik, FPI, ultrasonik kabul kriterleri |
Tablo 3: Su altyapısı, çelik boru, dökme demir ve havacılık dahil olmak üzere endüstrilerdeki santrifüj döküm bileşenlere uygulanan temel kalite ve uyumluluk standartları.
Santrifüj Döküm Parçaları Hakkında Sıkça Sorulan Sorular
S: Santrifüj döküm ile santrifüj döküm arasındaki fark nedir?
Terimler endüstride sıklıkla birbirinin yerine kullanılır, ancak teknik olarak "santrifüjlü döküm" parçanın şeklinin doğrudan merkezkaç kuvveti (borularda ve silindirlerde olduğu gibi) tarafından oluşturulduğu gerçek santrifüj döküm anlamına gelir; "santrifüj dökümü" veya "santrifüjlenmiş", birden fazla kalıp boşluğunun merkezi bir eksen etrafında düzenlendiği ve merkezkaç kuvvetinin dolguyu iyileştirdiği ve karmaşık şekilli parçalarda gözenekliliği azalttığı basınçlı döküm varyantını ifade eder.
S: Santrifüjle dökülen duvarlar ne kadar kalın olabilir?
Santrifüj dökümlü bileşenler için duvar kalınlığına ilişkin pratik bir üst sınır yoktur; çok kalın duvarlı silindirler ve halkalar, prosesin özel bir dayanıklılığını oluşturur. Duvar kalınlıkları 3 mm'den 200 mm'ye kadar başarıyla üretildi. İşlem özellikle kalın duvarlı basınçlı kaplar için avantajlıdır çünkü dıştan içe katılaşma modeli, yapısal olarak kritik dış duvarın basınç altında ilk olarak katılaşmasını sağlar.
S: Santrifüj döküm bi-metalik bileşenler üretebilir mi?
Evet. Bi-metalik santrifüj döküm bileşenleri (iki farklı alaşımın kompozit bir duvar oluşturmak üzere sırayla döküldüğü) prosesin önemli bir ticari uygulamasıdır. Yaygın bir örnek, öğütme değirmeni gömlekleri ve merdane kabukları gibi uygulamalar için sert sünek demir iç katman üzerine dökülen aşınmaya dayanıklı sert demir dış katmandır. Katılaşma sırasında iki metal ara yüzeyde metalurjik olarak bağlanır.
S: Santrifüj döküm, halka ve silindir bileşenleri için dövme ile karşılaştırıldığında nasıldır?
Dövme, deformasyona bağlı tane incelmesi yoluyla mümkün olan en yüksek mekanik özellikleri üretir, ancak pahalı kalıplar gerektirir, tüm alaşımlar için kullanılamaz ve duvar kalınlığı ve çapı sınırlıdır. Santrifüjlü döküm halkalar ve silindirler Mekanik özelliklerin %80–95'i Önemli ölçüde daha düşük takım ve üretim maliyetiyle eşdeğer dövme parçalarının üretilmesi ve dövmenin teknik olarak mümkün olmadığı çaplarda ve et kalınlıklarında üretilebilmesi.
S: Santrifüj döküm parçalarda hangi duvar kalınlığı toleransına ulaşılabilir?
Santrifüj döküm parçalar için döküm halindeki duvar kalınlığı toleransı tipik olarak Nominal et kalınlığının ±%3–5'i Alaşıma, dökme sıcaklığına ve kalıp durumuna bağlı olarak. İşleme sonrasında bitmiş duvar kalınlığı toleransları ±0,1–0,5 mm çoğu basınçlı boru ve mekanik standardın gerekliliklerini karşılayarak rutin olarak elde edilir.
S: Savurma dökümde elde edilebilecek maksimum çap ve uzunluk nedir?
Yatay santrifüj döküm makineleri rutin olarak boru ve silindirleri üretir. 2,5 metre çapında ve 8-10 metre uzunluğunda . Dikey makineler büyük çaplı kısa halkalar için kullanılır ve aşan çapları barındırabilir. 3 metre . Pratik üst sınır, prosesin fiziğinden ziyade makine kapasitesi ve kalıp işleme kapasitesi ile belirlenir.
Sonuç: Santrifüj Döküm Bileşenleri Ne Zaman Belirtilmelidir?
Tasarımınızın silindirik bir geometri gerektirdiği, uygulamanın basınç, sıcaklık, aşınma veya korozyon içerdiği ve hizmet ömrünün veya güvenliğin birincil öneme sahip olduğu durumlarda santrifüj döküm bileşenleri belirtin. Süreç en çok yönlü döküm yöntemi değildir - geometrik karmaşıklık açısından kum dökümüyle veya ince ayrıntılar için hassas dökümle karşılaştırılamaz - ancak ürettiği belirli parça sınıfı için, başka hiçbir döküm süreci yapısal bütünlük, malzeme verimliliği ve boyutsal tutarlılık kombinasyonuyla eşleşmeye yaklaşamaz.
Veriler net: gözeneklilik %0,1'in altında, çekme mukavemeti kum döküm eşdeğerlerinin üzerinde %10-20, hizmet ömürleri yıllar yerine onyıllarla ölçülüyor. İster bir rafineri için bir fırın borusu, ister bir dizel motor için bir silindir gömleği, ister bir havacılık tertibatı için bir yapısal halka belirtiyor olun; merkezkaç döküm bileşen, kanıtlanabilir derecede üstün metalürjik kalite için bir seçimdir ve yüzyılı aşkın endüstriyel kullanım geçmişi, bunu tamamen desteklemektedir.